


Früher oder später kommt der Moment, in dem wir Heimwerker auch Löcher in rostfreien Edelstahl bohren müssen. Bei vielen scheint das Wörtchen „Edelstahl“ aber blanke Panik auszulösen.
Anders kann ich mir die vielen, manchmal ausufernden, Forenbeiträge zu diesem Thema nicht erklären. Dabei ist die Sache doch eigentlich ganz einfach!
Rostfreier Edelstahl (Chrom-Nickel Stahl) kann wie jeder normale Stahl gebohrt werden! Alles, was wir dazu brauchen ist ein passender Bohrer (min. HSS N), die richtigen Drehzahlen (siehe Tabelle), ein gutes Kühlschmiermittel und etwas Muskelkraft zum Drücken.
Verschleißt du also am laufenden Band Bohrer und deine Stimme ist von dem ganzen Fluchen schon heiser, dann komm erst einmal runter. 🙂
Hol dir einen Kaffee, mach es dir gemütlich und gönne dir ein paar Basics!
Du hast es also eilig? Dann lese einfach die Kurzfassung oder schau dir einfach das ganze als kompaktes Video an!
Bleibe auf dem Laufenden und werde über Neuerungen auf 5gerade.de informiert: Abonniere den Newsletter oder neu den 📣 Whatsapp Kanal!
Inhaltsverzeichnis
Eines vorab
So ein trockenes Thema nur theoretisch abzuarbeiten, ist wirklich nur was „Genießer“, denn jeder normale Mensch will nichts von Legierungen, Normen oder irgendwelche Zugfestigkeiten & Streckgrenzen hören.
Außerdem willst du vermutlich einfach nur schnell ein Loch wo reinbekommen.
Absolut verständlich!

Aber spätestens dann, wenn man versucht solche Stähle zu verarbeiten, kommen schnell die Fragen auf, bei denen man als Heimwerker an gewisse Verständnis-grenzen stößt.
Der Grund ist recht einfach: Die meiste Literatur zum Thema ist für Fachleute geschrieben. Aus dem Grund habe ich das Ganze so gut es geht, auf ein Heimwerkertaugliches Format heruntergebrochen.
Also keine Panik. Die Edelstahlnummer ist einfacher als es im ersten Moment erscheinen mag!
Was ist eigentlich VA, Inox, Edelstahl & Co eigentlich?
Dieses Material etwas besser zu kennen, ist auch für uns Heimwerker von großem Vorteil.
Wenn du genauer wissen möchtest, was ist VA / V2A / V4A, Inox, rostfreier Edelstahl & Co. eigentlich ist, dann solltest du dir kurz diesen Beitrag durchlesen. Das würde dir helfen, einiges besser zu verstehen.
Bis dahin kannst du das aber natürlich auch überspringen.
Welcher Bohrer für Edelstahl?

Zum Bohren von VA-Stahl (Edelstahl) benötigt man einen Metallbohrer. Diese gibt es in drei Ausführungen bzw. drei Typen. In unserem Fall benötigen wir den Typ N.
Außerdem sollte der Bohrer auch „stark“ genug sein, um Edelstahl überhaupt „schneiden“ zu können. Die Stahlsorten unterscheiden sich nämlich auch in ihrer „Härte“.
Die einen sind weicher, die anderen so widerstandsfähig, das normale Bohrer keine Chance haben. Und für diese „Härte“ gibt es auch einen Fachbegriff; die Zugfestigkeit.
Anhand dieser kann man sich nun den passenden Bohrer aussuchen.
Beispiel: Möchtest du ein Loch in einen normalen Baustahl bohren. Dieser hat eine Zugfestigkeit von, sagen wir mal 450 N/mm². Dann reicht dir ein Bohrer, der auch mind. 450 N/mm² „hartes“ Material Bohren kann.
Bei den gängigen VA Stählen haben wir es mit einer Zugfestigkeit von 500-600 N/mm² zu tun.
Edelstahl & HSS Bohrer
Die meisten handelsüblichen Bohrer werden aus Werkzeugstahl gefertigt. Einem sogenannten Schnell-arbeitsstahl.
Und genau daraus leitet sich auch die Abkürzung HSS ab. Gute HSS Bohrer schaffen unter optimalen (!) Bedingungen, Stähle mit einer Zugfestigkeit bis zu 800 N/mm².
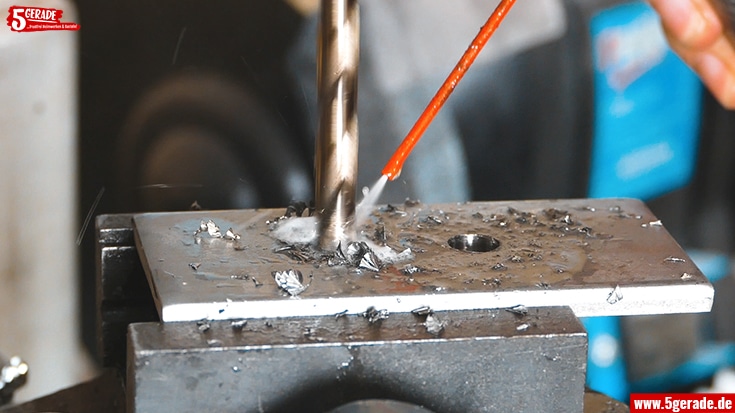
Video-Link: https://youtu.be/7emKQCt9DDU
Wie in dem Video zu sehen funktioniert das auch wirklich wunderbar. Dennoch muss man ein kleines „aber“ hinzufügen denn…
Mit einem HSS Bohrer kann man sehr schnell an Grenzen kommen. Besonders dann, wenn man nicht sehr viel Übung im Umgang mit Stahl hat, oder der verwendete Bohrer einfach von minderwertigerer Qualität ist.
Erstens ist es so, dass der Bohrer wirklich absolut scharf sein muss. Und zweitens kommt hinzu, dass wir mit einem verhältnismäßig großen Druck bohren müssen.

- Norm: DIN 338 RN
- Bruchsicher durch höchste Elastizität und Zähigkeit
- Inhalt: 19 Stück
Das Material ist härter und der Spitzenwinkel normaler HSS Bohrer ist recht stumpf. Wir müssen also einfach stärker drücken. Wo mehr Druck ist, ist automatisch auch mehr Wärme. Eine mangelhaften Kühlung wäre also ein Todesurteil für den Bohrer!
Und wie weiter oben schon beschrieben, neigen VA Stähle auch noch zur Oberflächen-verfestigung.
Eine ganz blöde Kombination also!
Sprich; sollte einer der Faktoren, wie beispielsweise eine zu hohe Drehzahl, mangelhafte Kühlung oder ein stumpfer Bohrer vorliegen, dann bekommen wir ganz schnell Probleme.
Solltest du während des Bohrens das Gefühl haben, nicht mehr voranzukommen, dann bricht den Bohrvorgang bitte sofort ab!
Besonders wenn dir auffällt, dass der Bohrer blau anläuft. Dann ist er „weich“ geworden und damit zieht man keine Wurst mehr vom Teller!
Wenn man es sich also etwas einfacher machen möchte oder nur auf Nummer sichergehen will, greift man am besten gleich zu einem sogenannten HSSE Bohrer.
HSSE Bohrer für Edelstahl
HSSE Bohrer sind, vom Aufbau her, ganz normale HSS Bohrer.
Unterscheiden tun sie sich jedoch in dem verwendeten Werkzeugstahl.
Diesen Bohrern wird mehr Kobalt zugesetzt. Je höher der Kobaltgehalt ist, desto härter der Stahl. Auch die Warmhärtebeständigkeit* steigt.
*Wie schon erwähnt, entsteht durch den erhöhten Druck beim Bohren von VA mehr Hitze an der Bohrstelle. Das kann zu einer Oberflächenverfestigung führen. Und dies wiederum führt zu dem Phänomen, dass das Werkstück immer härter und der Bohrer zunehmend weicher wird.
HSSE-Bohrer sind da im Vorteil. Die vertragen mehr Hitze.
Wenn sich irgendwo etwas verbessert, muss auch wo Schatten sein. Und das ist auch hier der Fall! Denn mit zunehmender Härte verliert der Stahl an Zähigkeit.
Denk an Glas. Glas ist extrem hart aber auch sehr Bruch-anfällig.
Das Gleiche gilt auch für einen HSSE Bohrer. Sei also vorsichtig beim Bohren besonders, wenn du mit Handmaschinen arbeitest. Die Dinger brechen nämlich gerne.

- Kräftiger rechtsschneidender Hochleistungsbohrer mit ausgeprägter Warmhärtebeständigkeit
- Ideal zum Bohren von rost-, säure- und hitzebeständigem Stahl mit hoher Festigkeit
- Praktisches Set in Industriekassette
Die meisten HSSE Bohrer kommen mit Namenszusätzen wie „–Co 5“ daher. Das Kürzel „Co“ steht dabei für Kobalt und die darauffolgende Zahl für den Kobaltgehalt in Prozent. Ein HSSE Co-5 hat also ein Kobaltgehalt von 5 %.
Je höher der Kobaltgehalt ist, desto härter ist der Bohrer.
HSS / HSSE Vergleich
HSS und HSSE Bohrer unterscheiden sich im Prinzip nur im Cobaltgehalt:
| Typ | Kobaltgehalt | Anwendungs-Bereich* |
| HSS | 0,5 – 1,5 % | < 800 N/mm² |
| HSSE-Co 5 | 4,5 – 5 % | < 1100 N/mm² |
| HSSE-Co 8 | 7,5 – 8 % | < 1300 N/mm² |
*Mit dem Anwendungsbereich ist die jeweilige Zugfestigkeit des Werkstücks gemeint. Ein handelsüblicher V2A Stahl ließe sich also auch mit einem ganz normalen HSS Bohrer bearbeiten.
Aber wie gesagt, man sollte dann schon etwas Vorsicht walten lassen und von den Standzeiten her nicht zu viel erwarten. Es schadet also nicht, wenn man sich speziell für VA Stahl einen Satz HSSE Bohrer * besorgt.
Es gibt im Übrigen noch einen weiteren Grund, warum es sich lohnt für VA-Stahl eigene Bohrer zu beschaffen. Dazu aber später mehr.
Beschichtete Bohrer
Um die Standzeit von Bohrwerkzeug zu erhöhen, können diese zusätzlich beschichtet werden.
Mit Standzeit ist eigentlich der Verschleiß gemeint. Sprich je weniger der Bohrer zum Verschleißen (stumpf werden) neigt, desto höher ist seine Standzeit.

Die Standzeit beschreibt also die Zeit, die vergeht bis ein Werkzeug nachgeschliffen werden muss.
Um diese Standzeit zu erhöhen, wird nicht einfach nur der Werkzeugstahl weiter optimiert, sondern auch dessen Oberfläche. Die Bohrer werden zusätzlich beschichtet.
Eine solche Beschichtung hast du sicher schon einmal gesehen-denk einfach einmal an die goldfarbenen Bohrer. Diese Schichten tragen die unterschiedlichsten Bezeichnungen wie: TiN, TiCN, RinTinTin, usw…
Brauchen wir zum VA bohren solche beschichteten Bohrer?
Klare Antwort: Nein!
Du braust dir um die Beschichtung, also kein Kopf zu machen.
Welche Drehzahl beim Bohren von Edelstahl?
Der Heimwerker kann sich an eine einfache Regel halten; einfach die Drehzahlen für normalen Baustahl nehmen und halbieren.
Während der Arbeit an diesem Artikel bin ich mal wieder im Baumarkt gelandet. Dort stand ich amüsiert vor dem Bohrer-Regal. Zu finden war nämlich auch ein Bohrer-Set für Inox der Firma Bosch.

Entweder ging hier irgendetwas komplett daneben oder die Firma Bosch ist ausgefuchster als ich dachte. Denn bei diesen Drehzahlen ist sichergestellt, dass die Bohrer nicht lange halten werden!
Ich für meinen Teil verwende weitaus geringere Drehzahlen, wenn ich VA Stähle bohre.
Bei einem HSSE Bohrer liege ich bei einer Schnittgeschwindigkeit von etwa 9-10 m/min. bei HSS Bohrern gehe ich noch weiter runter. Wird also nicht gerade mit Gerätschaften aus dem schweren Maschinenbau hantiert, würde ich dir raten auch in diesen Bereichen zu bleiben.
Drehzahlentabelle für Edelstahl
Du kannst die Drehzahlen bequem an diesem online Rechner selbst ermitteln oder du benutzt einfach meine eigene Drehzahlentabelle, die ich seit Jahre so benutze.
Drehzahlen Edelstahl bohren:
| Durchmesser | Drehzahl |
| 2 | 1400 |
| 3 | 1000 |
| 4 | 800 |
| 5 | 570 |
| 6 | 470 |
| 7 | 410 |
| 8 | 360 |
| 9 | 320 |
| 10 | 280 |
| 12 | 230 |
Welches Kühlmittel zum Edelstahl bohren?
Wie schon angedeutet, müssen wir beim Bohren von VA stärker drücken. Dass dabei auch wesentlich mehr Reibung entsteht, sollte eigentlich einleuchtend sein.
Kühlen, bzw. Schmieren ist also unabdingbar!
[Update] Zum Thema Kühlen / Kühlschmierstoffe gibt es einen eigenen Artikel, der dich auch interessieren könnte!
Und genau hier scheitert es bei uns Heimwerken oft. Denn, anders als im professionellen Bereich, haben wir Heimwerker keine Maschine, die konstant Kühlmittel zuführt.
Wir bohren am besten also nicht „an einem Stück durch“, sondern nutzen kleinere Unterbrechungen* des Borhubes, um den Span zu brechen und gleichzeitig frisches Kühlmittel zuzuführen.
*Beim Spanbrechen kann man das praktischerweise grad machen.
Ich rate von Wasser-mischbaren Kühlschmiermitteln ab, denn davon wird eine Menge benötigt, die bei uns Heimwerkern meist in einer großen Sauerei endet.
Aber nicht falsch verstehen: Die gute alte Bohrmilch eignet sich ansonsten natürlich gut für Edelstahl!
Ich würde da aber kein Doktor machen und einfach ein Universalschneidöl aus der Spraydose verwenden. *
Die lassen sich einfacher Dosieren und da wir ohnehin geringere Drehzahlen haben und ein HSSE Bohrer mehr Wärme verträgt, kann man auch mehr in Richtung Schmierung, anstatt Kühlung gehen.

Daneben gibt es sogar spezielle Schneidpasten *. Die sind echt gut, aber leider teuer. In der Not tut es aber auch ein Schuss Motor-Öl.
Besser als nichts…
Edelstahl bohren Kurzfassung
Zusammenfassung: VA-Stähle haben eine etwas höhere Zugfestigkeit als die meisten Baustähle. Außerdem neigen sie zur Oberflächenverfestigung (Neuhärtezone) und sollten darum unbedingt mit scharfen Werkzeugen und einer guten Kühlung bearbeitet werden.
Hast du öfter vor Löcher in Edelstahl zu bohren, dann gönne dir spezielles Edelstahlwerkzeug. Damit wirst du auf Dauer besser fahren.
Bohren von Edelstahl:
- Normaler Metallbohrer vom Typ N oder H
- Der Bohrer muss scharf sein
- Mindestens ein HSS Bohrer
- Optimal ein HSSE Bohrer mit 135° Spitzenwinkel
- Gut kühlen mit einem Schneid-Öl
- Geringere Drehzahlen, als sonst für Stahl üblich
- Man muss stärker drücken als sonst
- Span regelmäßig brechen
- Zeit lassen beim Bohren!
- Verfärbt sich der Bohrer? Dann ist es vorbei! Bohrer wechseln
- „Werkzeughygiene“ einhalten, sonst droht Rost!
Generell ist das Bohren von VA–Stählen also wirklich kein Hexenwerk. Es gibt absolut keinen Grund, sich verrückt machen zu lassen!
Edelstahl bohren Video
Video-Link: https://youtu.be/pUiCVbPA2E4
Hier kannst du meinen Kanal abonnieren. Das ist für dich völlig kostenlos und so bleibst du auf dem Laufenden!
Video-Inhalt: Einleitung | HSS Bohrer Typ N oder H | Demo / Bohren mit HSS Bohrer | Achtung Oberflächenverfestigung | HSSE Bohrer für Edelstahl | Drehzahlen für Edelstahl | Rostfreier Edelstahl kann rosten!
Bleibe auf dem Laufenden und werde über Neuerungen auf 5gerade.de informiert: Abonniere den Newsletter oder neu den 📣 Whatsapp Kanal!
Weitere Quellen
- Was ist VA / V2A / V4A, Inox, rostfreier Edelstahl & Co.?
- Womit Kühlen & Schmieren beim Bohren, Drehen und Fräsen?
- Grundwissen Bohrmaschine – Ausführlicher Ratgeber für Anfänger
- Zugfestigkeit gängiger Stahlsorten als vereinfachte Tabelle
- Welche Drehzahl beim Bohren in Holz, Metall, Aluminium & Co.?
- Metalle: Struktur und Eigenschaften der Metalle und Legierungen *
- Werkstoffe und ihre Anwendungen: Metalle, Kunststoffe und mehr *
- Fachkunde Metall Ausgabe 2017 *
- Pferd | Schnittgeschwindigkeiten und Drehzahlen online Rechner
- Manni’s Video: Edelstahl richtig verarbeiten und reinigen
Nun bist du dran!
Hat dir diesen Beitrag gefallen? War es verständlich, fehlt dir noch etwas oder hat sich ein Fehler eingeschlichen? Dann hinterlasse mir ein Kommentar!

Bezeichnet sich selbst einfach als „Bastler“, obwohl er einst sogar zwei Handwerksberufe erlernt hat. Ja, dafür bekommt er auch reichlich „Haue“ von den lieben Kollegen! Aber das Wort passt einfach so gut. Seine Botschaft: Ein bisschen Pfusch muss sein!
Weitere Beiträge


